Contribución de VCST México
Hace años VCST MX y CAT comenzaron un ejercicio VAVE para definir las opciones de forma a reducir los costos mediante la revisión de las tolerancias del producto y las condiciones del proceso de manufactura, del cual resultaron varias ideas sobre todo para este “nuevo” grupo de Engranajes más largos.

De izquierda a derecha: Roberto Brunner, Christian Guerra, Israel Sanchez, Victor Salazar, Luis Villalobos, Orlando Miranda
Un diseño de Cubo escalonado para eliminar el rectificado de las caras.
Una de las ideas era agregar un diseño de “cubo escalonado”. Esto se introdujo como un diseño opcional para un grupo de engranajes más largos de manera a posibilitar el proceso de torneado duro de las caras.
Luego de varias reuniones, CAT aprobó la Solicitud de Cambio de Ingeniería para agregar un cubo escalonado. El próximo desafío para VCST MX era desarrollar un proceso de torneado duro para cumplir con todos los rigurosos requisitos de calidad.

Eliminar el pulido previo de los diámetros interiores
Luego de un análisis exhaustivo de las tolerancias del producto y de las condiciones del proceso, el último obstáculo a superar era desarrollar un proceso que pudiera conseguir tolerancias muy precisas para el acabado superficial de los diámetros interiores. El desafío era alcanzar valores de rugosidad, que eran inalcanzables con un proceso de torneado duro estándar. Aquí empezó la sinergia y colaboración dentro del equipo de Innovación GTSC.
Durante una de las reuniones mensuales de embajadores de la innovación, VCST Alba compartió su conocimiento sobre los insertos CBN redondos completos que pudo reunir durante otro proyecto con VCST México. Estos insertos CBN redondos eran la clave para lograr los requisitos de rugosidad muy bajos manteniendo la misma velocidad necesaria para el proceso de torneado duro.
De forma a asegurar la pieza Q para los engranajes más precisos, con un requisito de 0,25 Ra, decidimos usar este método innovador de torneado duro tan solo para reemplazar el torneado previo del diámetro interior y de las caras. Para algunos engranajes, es posible reemplazar el acabado de los diámetros interiores mediante el torneado duro, pero la mayoría de las ganancias se generan eliminando el pulido previo del diámetro interior mediante un torneado super rápido.
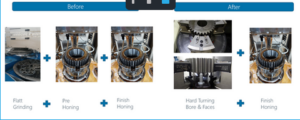
Torneado duro del diámetro interior y de las caras en el torno Wia Hyundai en lugar del pulido previo del diámetro interior y rectificado de las caras
Contribución de VCST Alba
Marcel Cimpean (VCST Alba) tuvo la idea de los insertos redondos en una sesión de intercambio de ideas en el 2019 durante una visita a la planta del equipo GTCS. ¡Solo unos años después, la idea se hizo realidad!

Marcel Cimpean de VCST Alba, quien tuvo la idea de utilizar insertos cbn redondos
La intención era reducir el tiempo de ciclo y evitar más inversiones debido al aumento de volumen del proyecto Ford Panther. Los resultados de la prueba en Alba fueron espectaculares. La velocidad de avance se incrementó 10 veces, de 0,1 [mm/rev] para 1,0 [mm/rev], y la velocidad de corte de 150 a 230 [m/min].
El tiempo de ciclo obtenido con estos parámetros fue de 1,34 seg/pieza comparado con los 6,16 seg/pieza del tiempo de ciclo inicial. El equipo de ingeniería de VCST Alba aún está trabajando para superar los desafíos y limitaciones de este proyecto. Están intentando encontrar una solución viable para implementar los insertos redondos en el lugar donde se produjo la idea.

insertos CBN redondos indexables completos para torneado duro de alta velocidad
Contribución del equipo de ingeniería de proyectos globales de VCST
En 2008 tuvimos el primer aumento de capacidad CAT en VCST MX. Para cubrir esta demanda extra, introducimos el proceso de torneado duro en México por primera vez. Este sustituye el rectificado de las caras y el pulido del diámetro interior. En los años siguientes, después de introducir el torneado duro, el equipo de ingeniería de proyectos globales y locales implementó un proyecto de estandarización para que sus tornos tuvieran los mismos mandriles. Esto significa mayor flexibilidad para reaccionar de forma más rápida a los cambios de volumen. Durante este periodo de estandarización, otros dos tornos WIA se transformaron de torneado suave para torneado duro. Estos tornos se utilizan actualmente para este proyecto.


